Venteos de Molde en Moldeo por Inyección: Diseño, Dimensiones y Mejores Prácticas
Los venteos de molde son uno de los elementos más subestimados y al mismo tiempo más críticos en el diseño de herramientas para moldeo por inyección de plásticos. Un sistema de venteos bien diseñado determina la calidad superficial de la pieza, la integridad estructural del molde y la eficiencia del ciclo de producción. Este artículo técnico cubre en profundidad cada parámetro de diseño, los defectos asociados a una ventilación deficiente, las dimensiones recomendadas por familia de material y las mejores prácticas de mantenimiento.

¿Qué son los venteos de molde y por qué son críticos?
Los venteos de molde son pequeñas aberturas o canales mecanizados estratégicamente en las cavidades del molde. Su función principal es permitir la salida controlada del aire atrapado y de los gases generados por la degradación térmica del material plástico durante el llenado de la cavidad.
Cuando el material fundido avanza dentro de la cavidad, desplaza el aire que se encontraba en reposo. Si ese aire no tiene una vía de escape, se comprime en las zonas más alejadas de la entrada, alcanzando temperaturas y presiones que pueden superar los 300 °C. Este fenómeno, conocido como efecto diésel, es la causa directa de las quemaduras superficiales y de la degradación localizada del polímero.
Además del aire, muchos polímeros generan gases volátiles durante su fusión: humedad residual, agentes lubricantes, estabilizadores térmicos y monómeros liberados. Todos estos gases deben ser evacuados eficientemente para garantizar:
- Llenado completo de la cavidad sin zonas de sombra ni hesitaciones.
- Ausencia de defectos superficiales como quemaduras, marcas de flujo o vacíos internos.
- Presiones de inyección optimizadas, evitando sobrecargas que acorten la vida del molde.
- Ciclos de producción más cortos, gracias a tiempos de llenado más predecibles.
- Mayor durabilidad del molde, al eliminar presiones localizadas que generan fatiga en el acero.
Defectos causados por venteos insuficientes
La ventilación deficiente es responsable de un amplio espectro de defectos en piezas moldeadas. Identificar el defecto correcto permite diagnosticar si el problema proviene de los venteos o de otros parámetros del proceso.
| Defecto | Causa principal | Efecto en la pieza |
|---|---|---|
| Quemaduras superficiales | Efecto diésel por aire comprimido | Manchas marrones/negras en zonas finales de llenado |
| Llenado incompleto (short shot) | Contrapresión de aire excesiva | Pieza con geometría incompleta, bordes faltantes |
| Vacíos internos (sinks) | Gas atrapado durante solidificación | Burbujas o huecos en el interior de la pieza |
| Rebabas (flash) | Venteo sobredimensionado en profundidad | Material que escapa por la línea de partición |
| Marcas de flujo (flow marks) | Frente de material perturbado por gas comprimido | Líneas concéntricas o estrías en superficie |
| Degradación del material | Alta temperatura por compresión de gas | Cambio de color, pérdida de propiedades mecánicas |
| Fragilidad localizada | Degradación química de cadenas poliméricas | Piezas que fallan prematuramente bajo carga |
| Presión de inyección excesiva | Resistencia hidráulica del gas atrapado | Desgaste acelerado de platos, columnas y sistema de cierre |
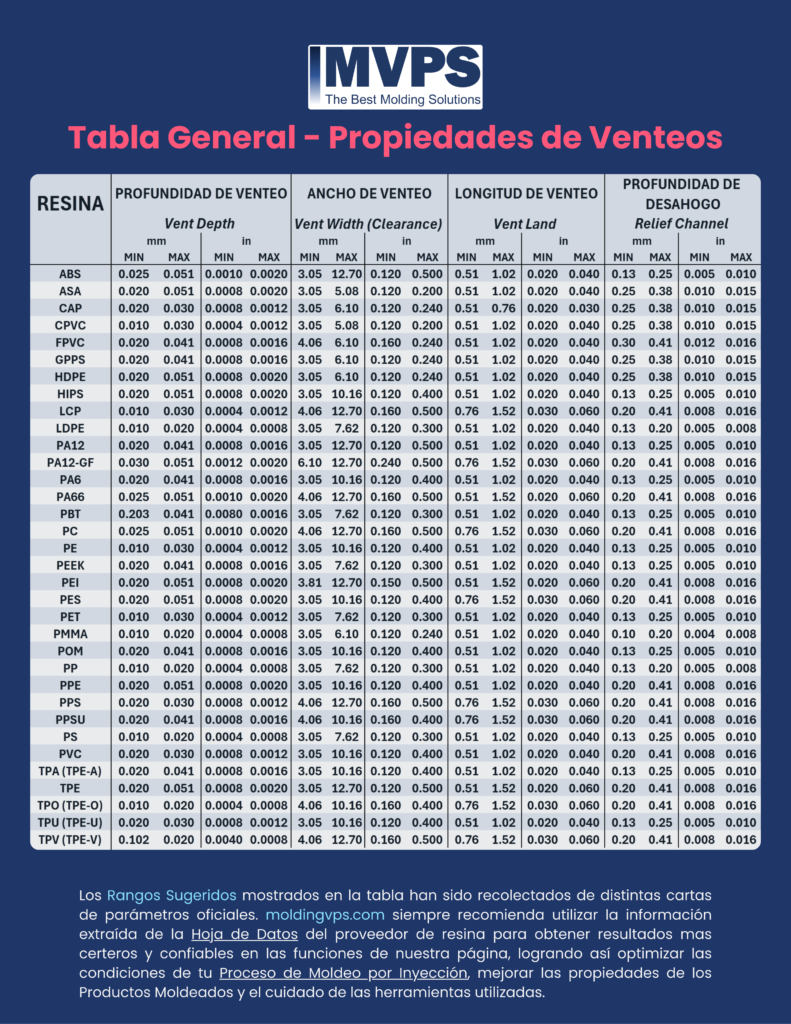
Dimensiones y parámetros técnicos de venteos
El diseño de venteos involucra cuatro parámetros interdependientes que deben calibrarse en función del material, la geometría de la pieza y las condiciones de proceso.
| Parámetro | Rango típico (mm) | Rango típico (in) | Impacto principal |
|---|---|---|---|
| Longitud (Vent Land) | 0.51 – 1.52 mm | 0.020 – 0.060 in | Control de fuga de material |
| Ancho (Vent Width) | 3.05 – 12.70 mm | 0.120 – 0.500 in | Capacidad de evacuación |
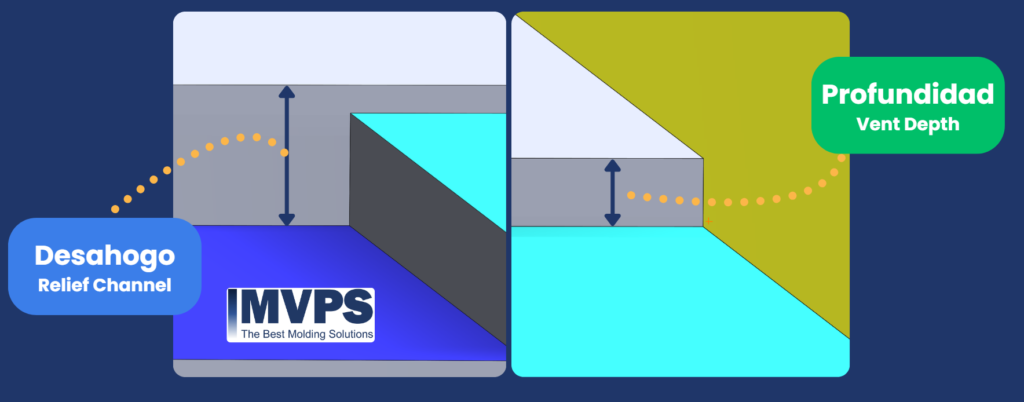
| Profundidad (Vent Depth) | 0.01 – 0.05 mm | 0.0004 – 0.0020 in | Balance evacuación/sellado |
| Canal de desahogo (Relief) | 0.10 – 0.40 mm | 0.004 – 0.016 in | Conducción al exterior |
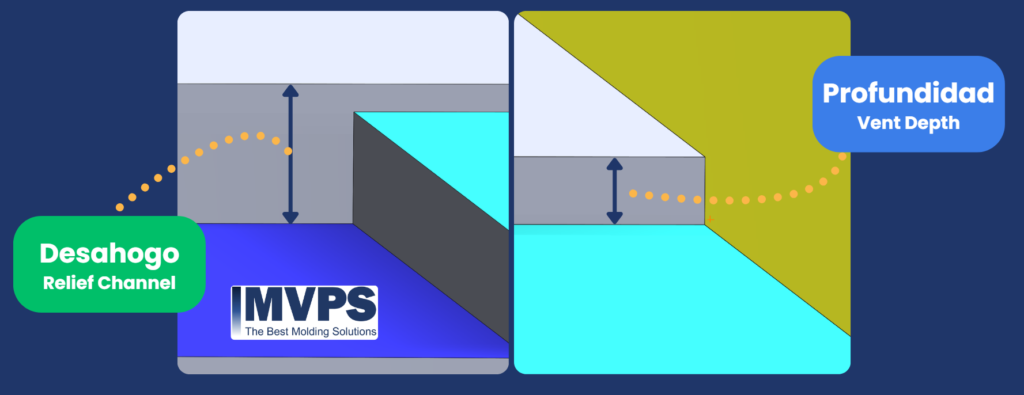
Profundidad del venteo: el parámetro más crítico
La profundidad del venteo es el parámetro que más influye en el comportamiento del sistema de ventilación. Define el equilibrio entre dos requerimientos opuestos:
- Suficiente apertura para que el gas escape antes de que el frente de material llegue al venteo.
- Apertura mínima para que el material fundido no penetre y genere rebaba.
Este equilibrio depende directamente de la viscosidad del material a las condiciones de proceso. Los materiales de alta viscosidad tienen menor tendencia a penetrar aperturas pequeñas, por lo que admiten profundidades mayores. Los materiales de baja viscosidad son más propensos a las rebabas y requieren venteos más cerrados.
| Familia de material | Profundidad recomendada (mm) | Observaciones |
|---|---|---|
| Polietileno (HDPE, LDPE) | 0.02 – 0.05 | Alta viscosidad, tolera mayor profundidad |
| Polipropileno (PP) | 0.02 – 0.04 | Buena fluidez, monitorear rebaba |
| Poliestireno (PS, HIPS) | 0.02 – 0.04 | Material estándar, fácil de ventilar |
| ABS | 0.02 – 0.04 | Genera gases por estireno, venteos críticos |
| Poliamida (PA6, PA66) | 0.01 – 0.02 | Alta fluidez, requiere venteos precisos |
| Policarbonato (PC) | 0.01 – 0.02 | Muy fluido a proceso, riesgo alto de flash |
| POM (Acetal) | 0.01 – 0.02 | Libera formaldehído, ventilación obligatoria |
| TPE / TPU | 0.02 – 0.05 | Elastómeros, alta viscosidad aparente |
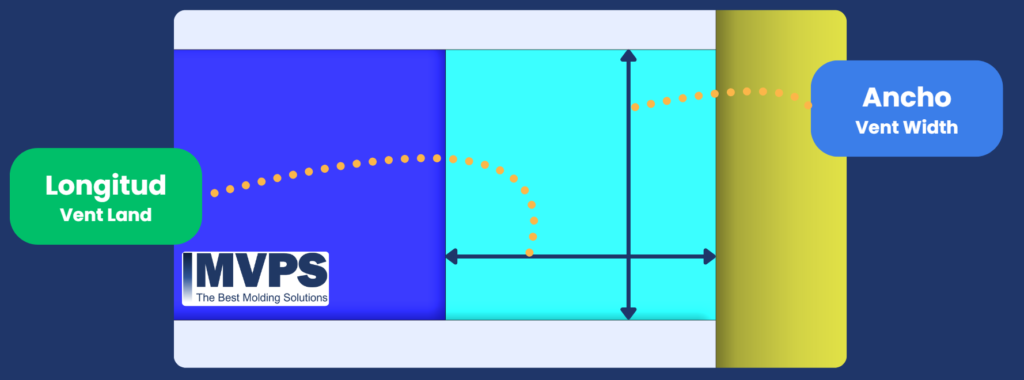
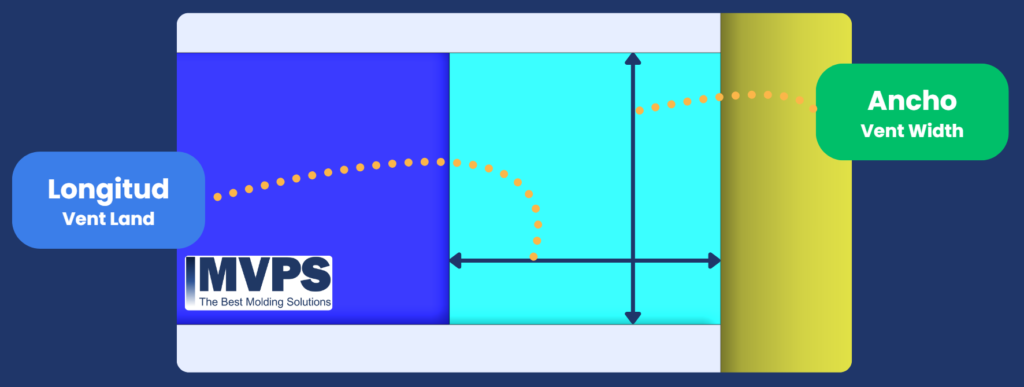
Longitud y ancho del venteo
Longitud de venteo (Vent Land)
La longitud del venteo —o Vent Land— es la distancia medida desde el borde de la cavidad hasta el punto donde comienza el canal de desahogo (Relief Channel). Esta dimensión controla el tiempo de residencia del gas en el canal antes de escapar y, sobre todo, la resistencia que opone al material fundido en caso de que llegue a esa zona.
- Longitud excesiva (> 1.52 mm): El gas debe recorrer un canal más largo antes de escapar, lo que aumenta la resistencia hidráulica y puede generar acumulación de presión. Además, el material degradado puede carbonizarse dentro del canal y obstruirlo progresivamente.
- Longitud insuficiente (< 0.51 mm): Aumenta el riesgo de que el material fundido penetre el venteo y genere rebaba de manera repetitiva, especialmente con materiales de baja viscosidad.
El rango recomendado de 0.51 mm a 1.52 mm ofrece el mejor equilibrio para la mayoría de aplicaciones industriales.
Ancho de venteo (Vent Width)
El ancho del venteo determina la sección transversal total disponible para el flujo de gas. A mayor ancho, mayor caudal de evacuación por unidad de tiempo, lo que reduce la contrapresión que experimenta el frente de material.
El rango típico de 3.05 mm a 12.70 mm aplica a la mayoría de cavidades de tamaño medio. Para piezas de gran superficie o alta complejidad geométrica, se recurre a:
- Múltiples venteos distribuidos perimetralmente para cubrir todos los últimos puntos de llenado.
- Venteos en línea de partición mecanizados en ambas mitades del molde (cavidad y núcleo).
- Anchos mayores en zonas de geometría compleja donde convergen múltiples frentes de flujo.
Canal de alivio (Relief Channel)
El canal de alivio o Relief Channel es la extensión del venteo que conduce el gas desde la zona de sellado (Vent Land) hasta el exterior del molde. Sin este canal, el gas evacuado no tendría adónde ir y la presión volvería a acumularse en la cavidad.
Características del canal de alivio:
- Profundidad: 0.10 – 0.40 mm, significativamente mayor que el venteo principal para minimizar la resistencia al flujo de gas.
- Ancho: igual o mayor que el venteo para no crear cuellos de botella.
- Longitud: varía según la geometría del molde; debe llegar hasta el perímetro exterior o conectar con canales de evacuación mayores.
- Perfil: puede ser rectangular o con ligero ángulo de salida para facilitar la limpieza.
Un canal de alivio correctamente dimensionado reduce la presión de back-pressure en la cavidad, permite tiempos de llenado más cortos y contribuye a la reproducibilidad del proceso ciclo a ciclo.
Ubicación óptima de venteos en el molde
La posición de los venteos es tan importante como sus dimensiones. Un venteo perfectamente dimensionado pero mal ubicado no cumplirá su función. Las reglas generales de ubicación son:
- Últimos puntos de llenado: El gas queda atrapado donde el frente de material llega en último lugar. Identificar estas zonas mediante simulación de flujo (Moldflow, Sigmasoft, Cadmould) o por análisis histórico de defectos.
- Zonas de convergencia de frentes: Cuando dos frentes de flujo se unen (líneas de soldadura o weld lines), el gas queda atrapado en el punto de encuentro. Ubicar venteos en estas intersecciones mejora la resistencia de la línea de soldadura.
- Geometrías profundas y nervios: Las nervaduras y protuberancias profundas actúan como trampas de gas. Incorporar venteos en pines eyectores o insertos porosos en estas zonas.
- Línea de partición: Aprovechar la línea de partición para mecanizar venteos perimetrales de bajo costo y alta efectividad.
- Extremos de canales de flujo: El gas se acumula en los extremos de corredores ciegos o geometrías en fondo de saco.
Venteos para materiales de alta viscosidad vs. baja viscosidad
La viscosidad del material en condiciones de proceso es el factor determinante para dimensionar correctamente los venteos.
| Característica | Material alta viscosidad (HDPE, TPE) | Material baja viscosidad (PA, PC) |
|---|---|---|
| Profundidad de venteo | 0.02 – 0.05 mm | 0.01 – 0.02 mm |
| Riesgo de flash | Bajo | Alto |
| Velocidad de evacuación | Más lenta (mayor resistencia) | Más rápida |
| Número de venteos | Moderado | Elevado (más puntos de escape) |
| Mantenimiento | Obstrucción por carbonización | Obstrucción por residuos de bajo PM |
| Precisión de maquinado | ± 0.005 mm aceptable | ± 0.002 mm requerido |
Para materiales de alta viscosidad, los venteos más profundos permiten una evacuación eficiente sin riesgo de rebaba. Para materiales de baja viscosidad, la precisión en el maquinado es crítica: diferencias de apenas 0.005 mm pueden significar la diferencia entre un venteo funcional y uno que genera flash continuo.
Mantenimiento y limpieza de venteos
Los venteos son susceptibles a obstruirse con el tiempo. Los materiales plásticos contienen aditivos, lubricantes internos, agentes de desmoldeo y estabilizadores que se depositan en las paredes del canal a cada ciclo. La acumulación progresiva reduce la sección efectiva del venteo hasta obstruirlo completamente.
Frecuencia de limpieza recomendada:
- Materiales con alto contenido de aditivos (PVC, ABS con retardadores de llama): cada 50,000 – 100,000 disparos.
- Materiales estándar (PP, PE, PS): cada 200,000 – 500,000 disparos.
- Materiales de ingeniería (PA, PC, POM): según especificación del fabricante de resina.
Métodos de limpieza:
- Limpieza manual con cepillo de bronce: Para depósitos superficiales. No usar herramientas de acero que puedan alterar las dimensiones del venteo.
- Limpieza ultrasónica: Para moldes desmontados con venteos muy cerrados (< 0.02 mm) donde el cepillado puede alterar las tolerancias.
- Compuesto de purga: Pasar un compuesto de purga reactivo antes de parar el molde para que el ciclo de limpieza sea parte del proceso de paro.
- Verificación dimensional: Tras cada limpieza mayor, verificar las profundidades con galgas de láminas para confirmar que las dimensiones originales se mantienen.
Incorporar la limpieza de venteos dentro del plan de mantenimiento preventivo del molde es obligatorio. La negligencia en este punto es una causa frecuente de defectos que erróneamente se atribuyen al material o a los parámetros de máquina.
Venteos especiales: pines eyectores, insertos porosos y válvulas de vacío
En geometrías complejas donde no es posible mecanizar venteos convencionales en la línea de partición, existen soluciones especiales:
Venteos en pines eyectores
Los pines eyectores tienen una holgura funcional con el alojamiento en el acero del molde. Esta holgura (típicamente 0.002 – 0.005 mm por lado) puede aprovecharse como venteo funcional. Es la solución más económica para nervaduras profundas y protuberancias con difícil acceso desde la línea de partición.
Insertos porosos (Porous Steel)
Existen aceros sinterizados especiales con porosidad controlada (poros de 7 – 30 µm) que permiten el paso del gas pero no del material fundido. Se utilizan como insertos en zonas puntuales de difícil acceso. Su principal limitación es la obstrucción progresiva de los poros por aditivos del material.
Válvulas de vacío
En aplicaciones de alta precisión (componentes ópticos, piezas médicas), se utiliza un sistema de vacío activo que extrae el aire de la cavidad antes del disparo. Esto elimina completamente el aire atrapado y permite usar presiones de inyección menores, mejorando la reproducibilidad dimensional. El sistema requiere una inversión adicional en infraestructura pero ofrece resultados superiores en piezas de tolerancia estrecha.
Errores comunes en el diseño de venteos
Incluso diseñadores experimentados cometen estos errores con frecuencia:
- Confiar exclusivamente en la simulación: Los softwares de simulación predicen la ubicación de los últimos puntos de llenado, pero no siempre capturan la dinámica real de los gases en el molde físico. La simulación es un punto de partida, no un sustituto de las pruebas en molde.
- Ventilar solo en la línea de partición: Muchos defectos de gas ocurren en zonas internas de la cavidad que no son accesibles desde la línea de partición. Ignorar estas zonas lleva a defectos persistentes.
- Dimensionar venteos sin considerar el cambio de material: Si el molde se reutiliza para un material con viscosidad diferente, los venteos originales pueden ser inadecuados. Siempre revisar las dimensiones cuando se cambia de resina.
- Negligencia en mantenimiento: No incluir la limpieza de venteos en el plan preventivo genera degradación progresiva de la calidad de la pieza.
- Profundidad excesiva por miedo a obstrucciones: Aumentar la profundidad para evitar obstrucciones solo transfiere el problema: se generan rebabas que también requieren mantenimiento.
- No verificar dimensiones tras mantenimiento: El maquinado de reparación puede alterar las dimensiones del venteo si no se verifica con instrumentos de medición calibrados.
Conclusión
Los venteos de molde son un sistema de ingeniería preciso que requiere tanto un diseño riguroso como un mantenimiento disciplinado. Los cuatro parámetros clave —longitud, ancho, profundidad y canal de desahogo— deben dimensionarse en función del material, la geometría de la pieza y las condiciones de proceso.
Un venteo mal diseñado no solo genera defectos visibles como quemaduras o short shots: también incrementa la presión de inyección, acorta la vida del molde y reduce la reproducibilidad del proceso. Invertir tiempo y recursos en el diseño correcto de los venteos desde las etapas iniciales del proyecto de molde es una de las decisiones de mayor retorno en la industria del moldeo por inyección.
La regla de oro es sencilla: ventilar primero, corregir después. Es mucho más fácil y económico cerrar un venteo sobredimensionado que abrir uno nuevo en un molde ya en producción.
Únete a MoldingHub
¿Trabajas en el diseño de moldes, en la optimización de procesos de inyección o en la selección de materiales plásticos? MoldingHub es la red profesional global diseñada para ti.
Conecta con ingenieros de moldes, técnicos de proceso y especialistas en materiales de todo el mundo. Comparte tus casos de estudio, resuelve dudas técnicas con la comunidad y mantente al día con las últimas tendencias de la industria del moldeo por inyección.