Ventilações de Molde na Moldagem por Injeção: Design, Dimensões e Melhores Práticas
As ventilações de molde são um dos elementos mais subestimados e ao mesmo tempo mais críticos no projeto de ferramentas para moldagem por injeção de plásticos. Um sistema de ventilação bem projetado determina a qualidade superficial da peça, a integridade estrutural do molde e a eficiência do ciclo de produção. Este artigo técnico cobre em profundidade cada parâmetro de design, os defeitos associados à ventilação deficiente, as dimensões recomendadas por família de material e as melhores práticas de manutenção.

O que são ventilações de molde e por que são críticas?
As ventilações de molde são pequenas aberturas ou canais usinados estrategicamente nas cavidades do molde. Sua função principal é permitir a saída controlada do ar preso e dos gases gerados pela degradação térmica do material plástico durante o preenchimento da cavidade.
Quando o material fundido avança dentro da cavidade, ele desloca o ar que estava em repouso. Se esse ar não tiver uma via de escape, ele se comprime nas zonas mais distantes do ponto de injeção, atingindo temperaturas e pressões que podem ultrapassar 300 °C. Esse fenômeno, conhecido como efeito diesel, é a causa direta das queimaduras superficiais e da degradação localizada do polímero.
Além do ar, muitos polímeros geram gases voláteis durante a fusão: umidade residual, lubrificantes, estabilizadores térmicos e monômeros liberados. Todos esses gases devem ser evacuados eficientemente para garantir:
- Preenchimento completo da cavidade sem zonas de sombra ou hesitações.
- Ausência de defeitos superficiais como queimaduras, marcas de fluxo ou vazios internos.
- Pressões de injeção otimizadas, evitando sobrecargas que reduzem a vida útil do molde.
- Ciclos de produção mais curtos, graças a tempos de preenchimento mais previsíveis.
- Maior durabilidade do molde, eliminando pressões localizadas que geram fadiga no aço.
Defeitos causados por ventilação insuficiente
A ventilação deficiente é responsável por um amplo espectro de defeitos em peças moldadas. Identificar o defeito correto permite diagnosticar se o problema tem origem nas ventilações ou em outros parâmetros do processo.
| Defeito | Causa principal | Efeito na peça |
|---|---|---|
| Queimaduras superficiais | Efeito diesel por ar comprimido | Manchas marrom/preto nas zonas finais de preenchimento |
| Preenchimento incompleto (short shot) | Contrapressão de ar excessiva | Peça com geometria incompleta |
| Vazios internos (sinks) | Gás preso durante solidificação | Bolhas ou vazios no interior da peça |
| Rebarbas (flash) | Profundidade de ventilação superdimensionada | Material que escapa pela linha de partição |
| Marcas de fluxo | Frente de material perturbada por gás comprimido | Linhas concêntricas ou estrias na superfície |
| Degradação do material | Alta temperatura por compressão de gás | Mudança de cor, perda de propriedades mecânicas |
| Fragilidade localizada | Degradação química de cadeias poliméricas | Peças que falham prematuramente sob carga |
| Pressão de injeção excessiva | Resistência hidráulica do gás preso | Desgaste acelerado de placas, colunas e sistema de fechamento |
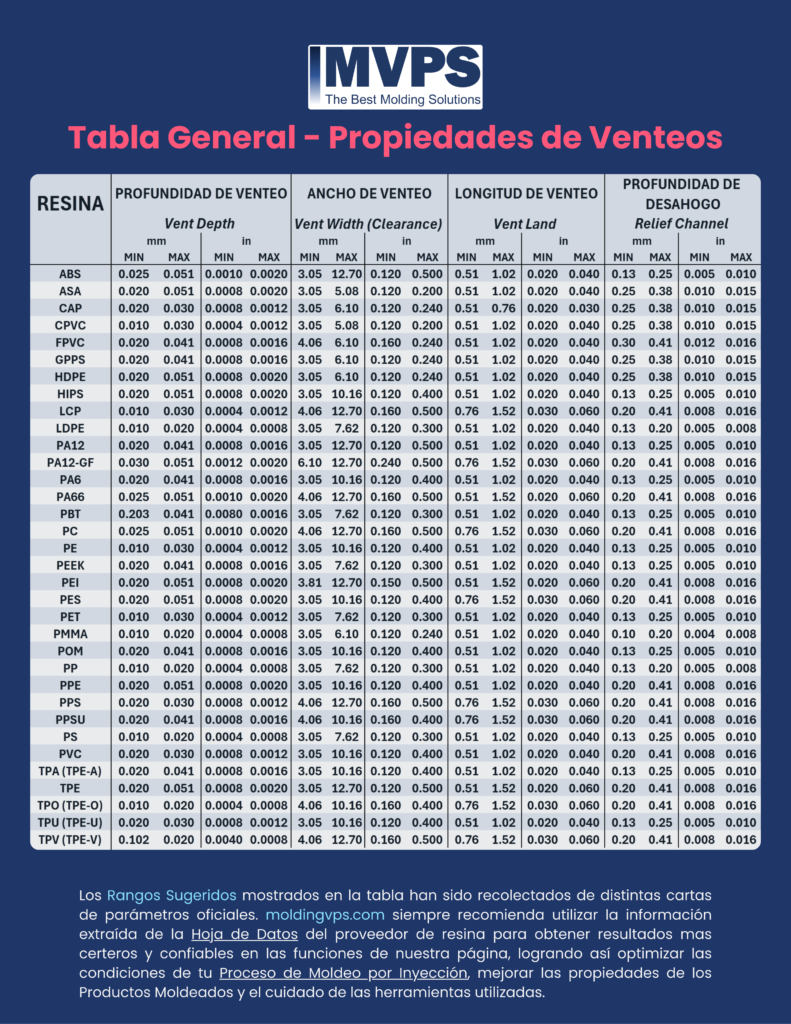
Dimensões e parâmetros técnicos de ventilações
O design de ventilações envolve quatro parâmetros interdependentes que devem ser calibrados em função do material, da geometria da peça e das condições de processo.
| Parâmetro | Faixa típica (mm) | Faixa típica (in) | Impacto principal |
|---|---|---|---|
| Comprimento (Vent Land) | 0,51 – 1,52 mm | 0,020 – 0,060 in | Controle de vazamento de material |
| Largura (Vent Width) | 3,05 – 12,70 mm | 0,120 – 0,500 in | Capacidade de evacuação |
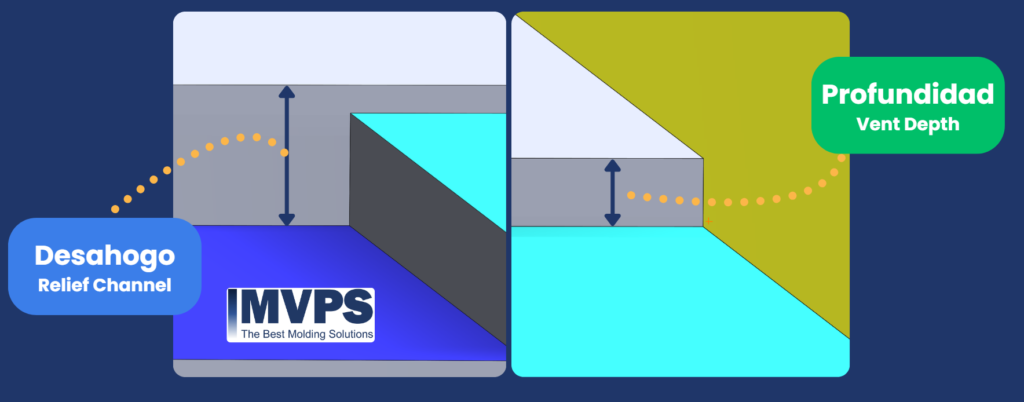
| Profundidade (Vent Depth) | 0,01 – 0,05 mm | 0,0004 – 0,0020 in | Equilíbrio evacuação/vedação |
| Canal de alívio (Relief) | 0,10 – 0,40 mm | 0,004 – 0,016 in | Condução para o exterior |
Profundidade da ventilação: o parâmetro mais crítico
A profundidade da ventilação é o parâmetro que mais influencia o desempenho do sistema de ventilação. Ela define o equilíbrio entre dois requisitos opostos:
- Abertura suficiente para que o gás escape antes que a frente de material chegue à ventilação.
- Abertura mínima para que o material fundido não penetre e gere rebarba.
Esse equilíbrio depende diretamente da viscosidade do material nas condições de processo.
| Família de material | Profundidade recomendada (mm) | Observações |
|---|---|---|
| Polietileno (HDPE, LDPE) | 0,02 – 0,05 | Alta viscosidade, tolera maior profundidade |
| Polipropileno (PP) | 0,02 – 0,04 | Boa fluidez, monitorar rebarba |
| Poliestireno (PS, HIPS) | 0,02 – 0,04 | Material padrão, fácil de ventilar |
| ABS | 0,02 – 0,04 | Gera gases de estireno, ventilações críticas |
| Poliamida (PA6, PA66) | 0,01 – 0,02 | Alta fluidez, ventilações precisas necessárias |
| Policarbonato (PC) | 0,01 – 0,02 | Muito fluido no processo, alto risco de flash |
| POM (Acetal) | 0,01 – 0,02 | Libera formaldeído, ventilação obrigatória |
| TPE / TPU | 0,02 – 0,05 | Elastômeros, alta viscosidade aparente |
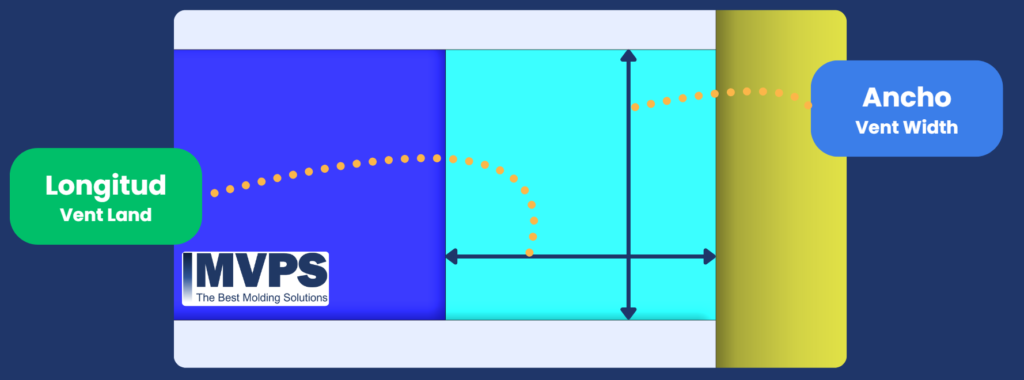
Comprimento e largura da ventilação
Comprimento (Vent Land)
O comprimento da ventilação é a distância medida da borda da cavidade até o ponto onde começa o canal de alívio. Essa dimensão controla a resistência que o canal opõe ao material fundido caso ele chegue até essa zona.
- Comprimento excessivo (> 1,52 mm): Aumenta a resistência hidráulica e pode causar acumulação de pressão. O material degradado pode carbonizar dentro do canal e obstruí-lo progressivamente.
- Comprimento insuficiente (< 0,51 mm): Aumenta o risco de penetração do material e geração de rebarba contínua, especialmente com materiais de baixa viscosidade.
Largura (Vent Width)
A largura da ventilação determina a seção transversal total disponível para o fluxo de gás. Maior largura significa maior taxa de evacuação por unidade de tempo, reduzindo a contrapressão na frente de material.
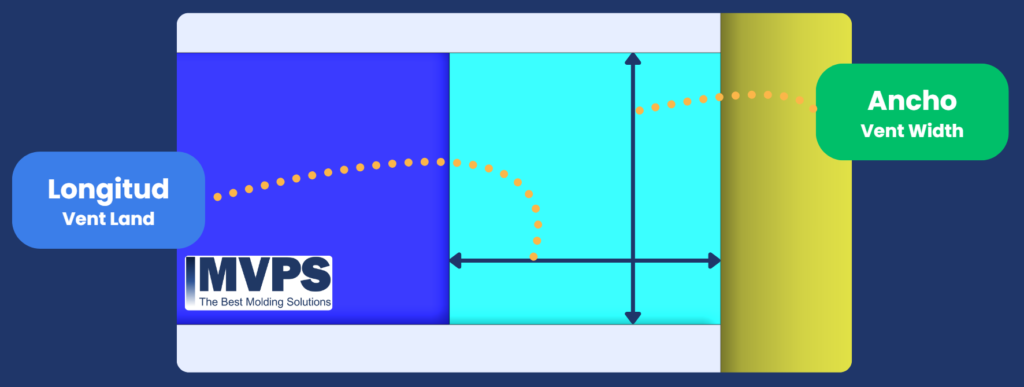
A faixa típica de 3,05 mm a 12,70 mm aplica-se à maioria das cavidades de tamanho médio. Para peças de grande superfície, utiliza-se múltiplas ventilações distribuídas perimetralmente.
Canal de alívio (Relief Channel)
O canal de alívio é a extensão da ventilação que conduz o gás desde a zona de vedação até o exterior do molde. Sem esse canal, o gás evacuado não teria para onde ir e a pressão voltaria a se acumular na cavidade.
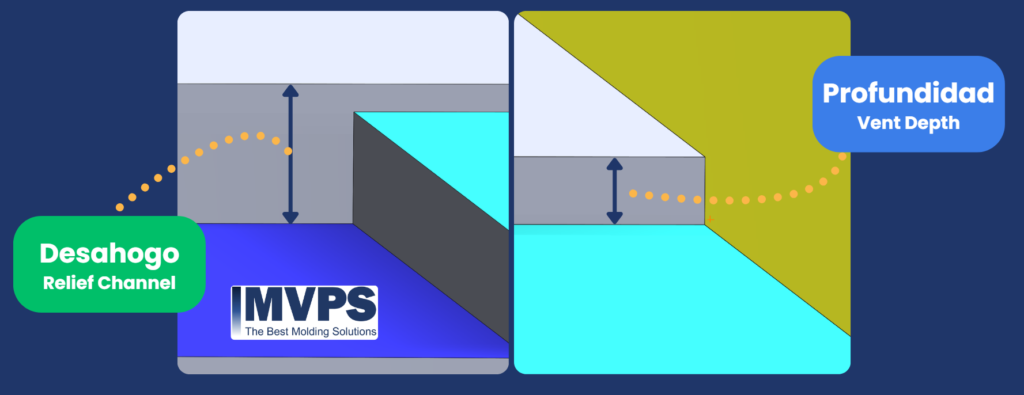
Características do canal de alívio:
- Profundidade: 0,10 – 0,40 mm, significativamente maior que a ventilação principal para minimizar a resistência ao fluxo de gás.
- Largura: igual ou maior que a ventilação para não criar gargalos.
- Perfil: pode ser retangular ou com leve ângulo de saída para facilitar a limpeza.
Localização ideal das ventilações no molde
As regras gerais de posicionamento são:
- Últimas zonas de preenchimento: identificar via simulação de fluxo (Moldflow, Sigmasoft) ou análise histórica de defeitos.
- Zonas de convergência de frentes de fluxo: nas linhas de solda, posicionar ventilações melhora a resistência da solda.
- Nervuras e protuberâncias profundas: utilizar pinos ejetores como ventilações ou insertos porosos.
- Linha de partição: ventilações perimetrais de baixo custo e alta efetividade.
- Extremidades de canais cegos: o gás se acumula em fundo de saco.
Ventilações para materiais de alta vs. baixa viscosidade
| Característica | Material alta viscosidade (HDPE, TPE) | Material baixa viscosidade (PA, PC) |
|---|---|---|
| Profundidade | 0,02 – 0,05 mm | 0,01 – 0,02 mm |
| Risco de flash | Baixo | Alto |
| Velocidade de evacuação | Mais lenta | Mais rápida |
| Número de ventilações | Moderado | Elevado |
| Precisão de usinagem | ± 0,005 mm aceitável | ± 0,002 mm necessário |
Manutenção e limpeza das ventilações
As ventilações são suscetíveis ao entupimento com o tempo. A limpeza deve fazer parte do plano de manutenção preventiva do molde.
Frequência de limpeza recomendada:
- Materiais com alto teor de aditivos (PVC, ABS retardante de chamas): a cada 50.000 – 100.000 disparos.
- Materiais padrão (PP, PE, PS): a cada 200.000 – 500.000 disparos.
Métodos: escova de bronze, limpeza ultrassônica, composto de purga e verificação dimensional com galgas.
Ventilações especiais: pinos ejetores, insertos porosos e válvulas de vácuo
- Pinos ejetores: a folga funcional (0,002 – 0,005 mm por lado) serve como ventilação natural em nervuras profundas.
- Aços porosos sinterizados: poros de 7 – 30 µm permitem passagem de gás sem material fundido. Limitação: obstrução progressiva por aditivos.
- Sistema de vácuo ativo: remove o ar da cavidade antes do disparo para aplicações de alta precisão (óptica, médica).
Erros comuns no design de ventilações
- Confiar exclusivamente na simulação sem validar no molde físico.
- Ventilar apenas na linha de partição, ignorando zonas internas.
- Não revisar as dimensões ao mudar de material.
- Negligenciar a manutenção preventiva das ventilações.
- Aumentar a profundidade para evitar obstrução — isso apenas gera rebarba.
- Não verificar dimensões após manutenção com instrumentos calibrados.
Conclusão
As ventilações de molde são um sistema de engenharia preciso que exige design rigoroso e manutenção disciplinada. Os quatro parâmetros-chave — comprimento, largura, profundidade e canal de alívio — devem ser dimensionados em função do material, da geometria da peça e das condições de processo.
Investir no design correto das ventilações desde as etapas iniciais do projeto de molde é uma das decisões de maior retorno na indústria da moldagem por injeção.
Junte-se ao MoldingHub
Você trabalha no projeto de moldes, otimização de processos de injeção ou seleção de materiais plásticos? MoldingHub é a rede profissional global criada para você.
Conecte-se com engenheiros de moldes, técnicos de processo e especialistas em materiais de todo o mundo. Compartilhe seus estudos de caso, resolva dúvidas técnicas com a comunidade e fique atualizado com as últimas tendências da indústria de moldagem por injeção.