Formauslüftungen im Spritzguss: Design, Abmessungen und Best Practices
Formauslüftungen gehören zu den am häufigsten unterschätzten und gleichzeitig kritischsten Elementen im Werkzeugbau für den Kunststoff-Spritzguss. Ein gut ausgelegtes Entlüftungssystem bestimmt die Oberflächenqualität des Teils, die strukturelle Integrität der Form und die Effizienz des Produktionszyklus. Dieser technische Artikel behandelt eingehend jeden Entwurfsparameter, Fehler durch unzureichende Entlüftung, empfohlene Abmessungen nach Materialfamilie und Wartungs-Best-Practices.

Was sind Formauslüftungen und warum sind sie kritisch?
Formauslüftungen sind kleine Öffnungen oder Kanäle, die strategisch in die Formkavitäten eingearbeitet werden. Ihre Hauptfunktion ist es, einen kontrollierten Auslass für eingeschlossene Luft und Gase zu bieten, die während des Kavitätsfüllens durch thermischen Abbau des Kunststoffs entstehen.
Wenn die Schmelze in die Kavität vordringt, verdrängt sie die dort ruhende Luft. Hat diese Luft keinen Ausweg, wird sie in den vom Anschnitt entferntesten Zonen komprimiert und erreicht Temperaturen und Drücke von über 300 °C. Dieses Phänomen, bekannt als Dieseleffekt, ist die direkte Ursache für Brandflecken an der Oberfläche und lokale Polymerabbauerscheinungen.
Zusätzlich zur Luft erzeugen viele Polymere während des Schmelzens flüchtige Gase: Restfeuchtigkeit, Gleitmittel, Wärmestabilisatoren und freigesetzte Monomere. All diese Gase müssen effizient abgeführt werden, um sicherzustellen:
- Vollständige Kavitätsfüllung ohne Schatten- oder Zögerungszonen.
- Defektfreie Oberflächen — keine Brandflecken, Fließmarken oder innere Lunker.
- Optimierte Einspritzdrücke, um Überlastungen zu vermeiden, die die Werkzeugstandzeit verkürzen.
- Kürzere Zykluszeiten dank besser vorhersehbarer Füllzeiten.
- Höhere Werkzeugstandzeit durch Beseitigung lokaler Drücke, die Stahlermüdung verursachen.
Fehler durch unzureichende Entlüftung
| Fehler | Hauptursache | Auswirkung auf das Teil |
|---|---|---|
| Brandflecken | Dieseleffekt durch komprimierte Luft | Braune/schwarze Flecken in letzten Füllzonen |
| Kurzschuss (Short Shot) | Übermäßiger Luftgegendruck | Unvollständige Teilegeometrie |
| Innere Lunker (Sinks) | Gas während Erstarrung eingeschlossen | Blasen oder Hohlräume im Inneren |
| Grat (Flash) | Überdimensionierte Entlüftungstiefe | Material entweicht an der Trennebene |
| Fließmarken | Schmelzefront durch komprimiertes Gas gestört | Konzentrische Linien auf der Oberfläche |
| Materialabbau | Hohe Temperatur durch Gaskompression | Farbveränderung, Verlust mechanischer Eigenschaften |
| Lokale Sprödigkeit | Chemischer Abbau von Polymerketten | Vorzeitiges Versagen unter Last |
| Übermäßiger Einspritzdruck | Hydraulischer Widerstand durch eingeschlossenes Gas | Beschleunigter Verschleiß von Platten und Holmen |
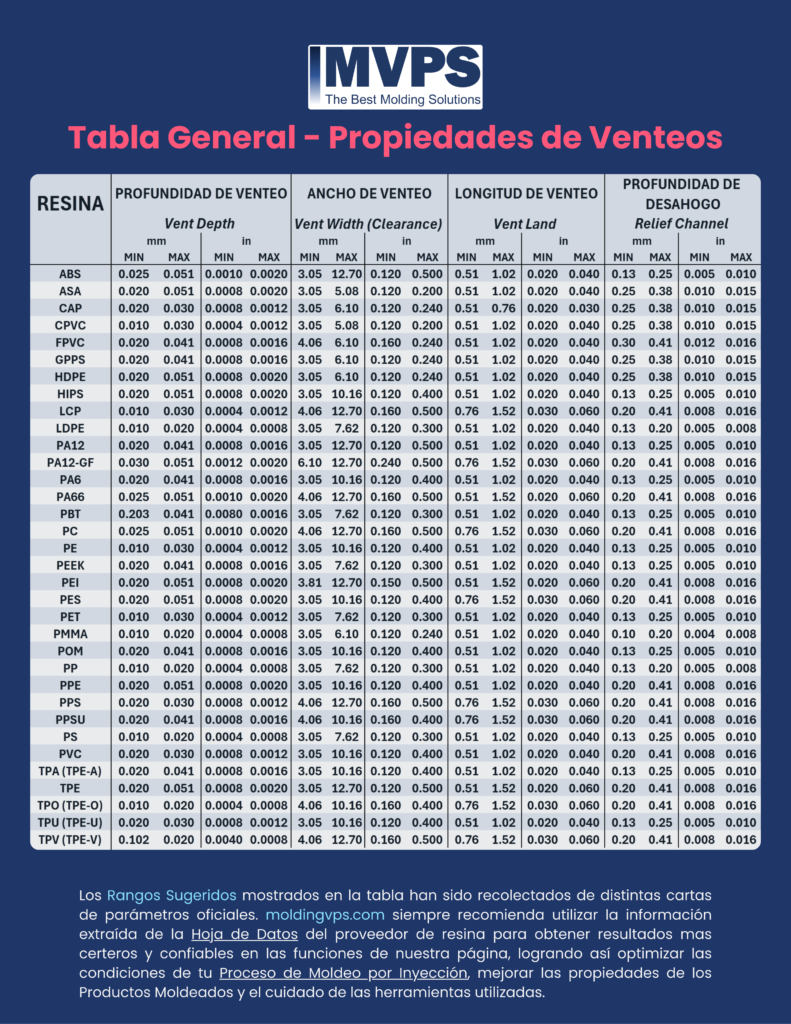
Abmessungen und technische Parameter von Entlüftungen
| Parameter | Typischer Bereich (mm) | Typischer Bereich (in) | Hauptauswirkung |
|---|---|---|---|
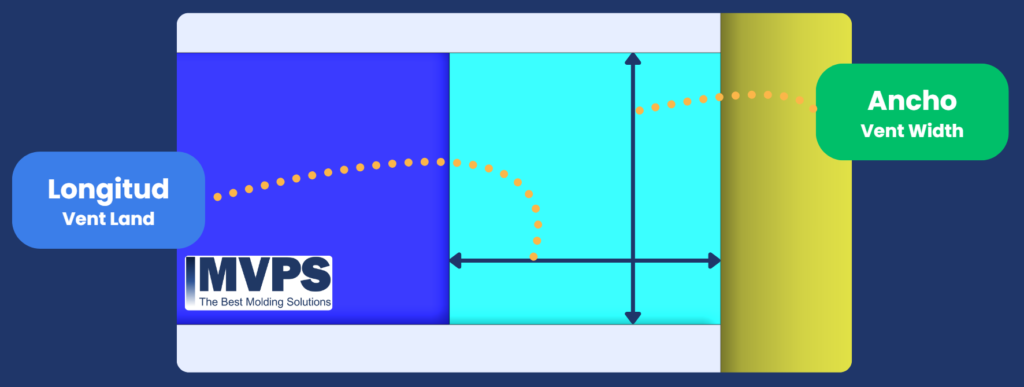
| Länge (Vent Land) | 0,51 – 1,52 mm | 0,020 – 0,060 in | Kontrolle des Materialaustritts |
| Breite (Vent Width) | 3,05 – 12,70 mm | 0,120 – 0,500 in | Evakuierungskapazität |
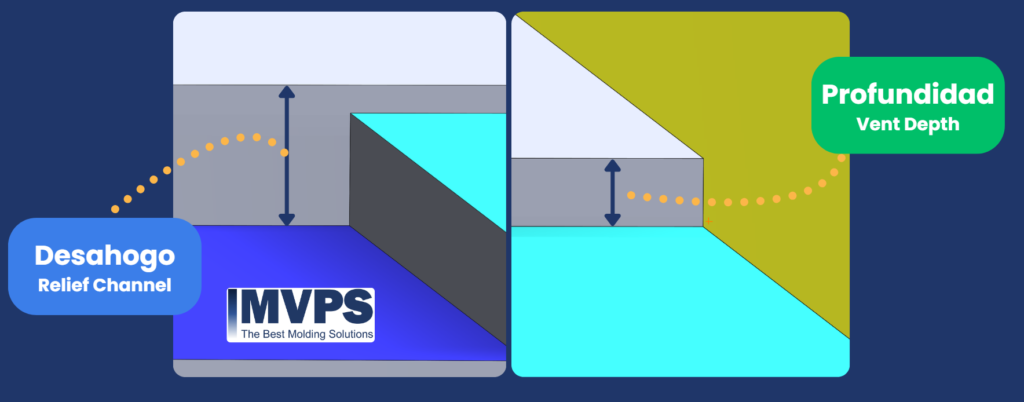
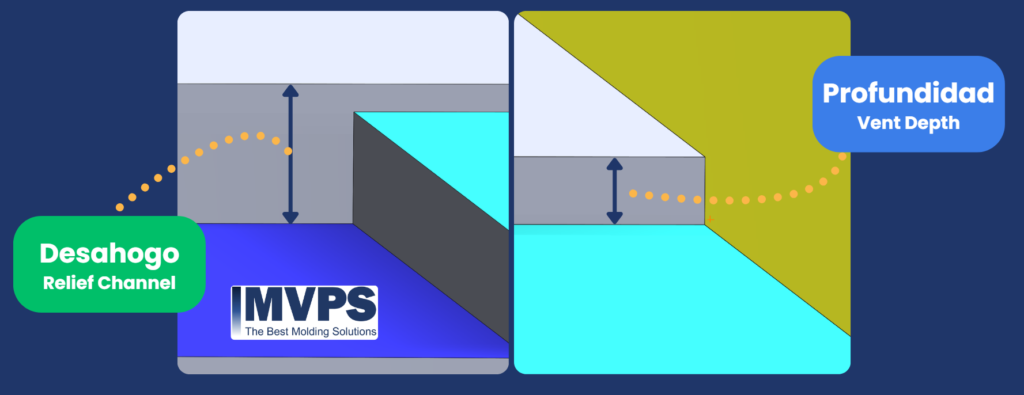
| Tiefe (Vent Depth) | 0,01 – 0,05 mm | 0,0004 – 0,0020 in | Evakuierungs-/Dichtungsbalance |
| Entlastungskanal (Relief) | 0,10 – 0,40 mm | 0,004 – 0,016 in | Gasführung nach außen |
Entlüftungstiefe: der kritischste Parameter
Die Entlüftungstiefe ist der Parameter, der das Entlüftungssystem am stärksten beeinflusst. Sie definiert das Gleichgewicht zwischen zwei gegensätzlichen Anforderungen:
- Ausreichende Öffnung, damit das Gas entweicht, bevor die Schmelzefront die Entlüftung erreicht.
- Minimale Öffnung, damit die Schmelze nicht eindringt und Grat bildet.
| Materialfamilie | Empfohlene Tiefe (mm) | Anmerkungen |
|---|---|---|
| Polyethylen (HDPE, LDPE) | 0,02 – 0,05 | Hohe Viskosität, toleriert größere Tiefe |
| Polypropylen (PP) | 0,02 – 0,04 | Gute Fließfähigkeit, Grat überwachen |
| Polystyrol (PS, HIPS) | 0,02 – 0,04 | Standardmaterial, einfach zu entlüften |
| ABS | 0,02 – 0,04 | Erzeugt Styrolgas, kritische Entlüftung |
| Polyamid (PA6, PA66) | 0,01 – 0,02 | Hohe Fließfähigkeit, präzise Entlüftungen nötig |
| Polycarbonat (PC) | 0,01 – 0,02 | Sehr fließfähig bei Prozesstemperatur, hohes Gratrisiko |
| POM (Acetal) | 0,01 – 0,02 | Setzt Formaldehyd frei, Entlüftung Pflicht |
| TPE / TPU | 0,02 – 0,05 | Elastomere, hohe scheinbare Viskosität |
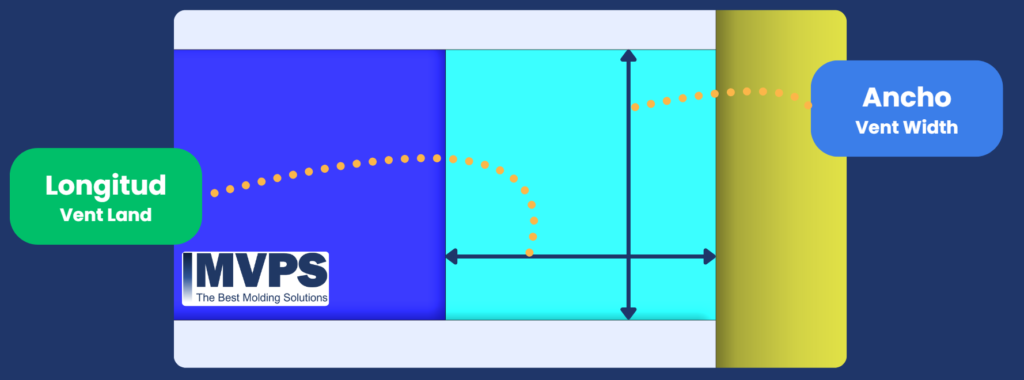
Länge und Breite der Entlüftung
Entlüftungslänge (Vent Land)
Die Entlüftungslänge ist die Distanz vom Kavitätsrand bis zum Beginn des Entlastungskanals. Diese Dimension kontrolliert den Widerstand, den der Kanal der Schmelze entgegensetzt.
- Übermäßige Länge (> 1,52 mm): Erhöht den hydraulischen Widerstand, degradiertes Material kann den Kanal progressiv blockieren.
- Unzureichende Länge (< 0,51 mm): Erhöht das Risiko, dass Schmelze eindringt und Grat bildet.
Entlüftungsbreite (Vent Width)
Die Entlüftungsbreite bestimmt die gesamte Querschnittsfläche für den Gasfluss. Größere Breite bedeutet höhere Evakuierungsrate und reduziert den Gegendruck auf die Schmelzefront.
Entlastungskanal (Relief Channel)
Der Entlastungskanal leitet das Gas von der Dichtzone bis zum Außenbereich der Form. Charakteristiken:
- Tiefe: 0,10 – 0,40 mm, deutlich tiefer als die primäre Entlüftung.
- Breite: gleich oder größer als die Entlüftungsbreite, um Engpässe zu vermeiden.
Optimale Entlüftungsplatzierung
- Letzte Füllzonen (via Fließsimulation identifiziert).
- Schmelzefront-Konvergenzzonen (Bindenahtbereiche).
- Tiefe Rippen und Vorsprünge (Auswerferstifte oder poröse Einsätze).
- Trennebene (kostengünstigste und universellste Lösung).
- Enden blinder Kanäle.
Entlüftungen für hochviskose vs. niedrigviskose Materialien
| Merkmal | Hochviskoses Material (HDPE, TPE) | Niedrigviskoses Material (PA, PC) |
|---|---|---|
| Entlüftungstiefe | 0,02 – 0,05 mm | 0,01 – 0,02 mm |
| Gratrisiko | Gering | Hoch |
| Evakuierungsgeschwindigkeit | Langsamer | Schneller |
| Bearbeitungsgenauigkeit | ± 0,005 mm akzeptabel | ± 0,002 mm erforderlich |
Wartung und Reinigung von Entlüftungen
Entlüftungen neigen dazu, sich im Laufe der Zeit zu verstopfen. Additive, Gleitmittel und Stabilisatoren lagern sich an den Kanalwänden ab.
Empfohlene Reinigungsintervalle:
- Hochadditivhaltige Materialien (PVC, flammgeschütztes ABS): alle 50.000 – 100.000 Schuss.
- Standardmaterialien (PP, PE, PS): alle 200.000 – 500.000 Schuss.
Reinigungsmethoden: Bronzebürste, Ultraschallreinigung, Spülcompound und Dimensionskontrolle mit Fühlerlehren nach jeder Hauptreinigung.
Spezielle Entlüftungen: Auswerferstifte, poröse Einsätze und Vakuumventile
- Auswerferstifte: Funktionelles Spiel (0,002 – 0,005 mm je Seite) als natürliche Entlüftung für tiefe Rippen.
- Poröser Sinterstahl: Poren von 7 – 30 µm lassen Gas durch, aber keine Schmelze. Hauptbeschränkung: progressive Porenblockierung.
- Aktives Vakuumsystem: Für Hochpräzisionsanwendungen (Optik, Medizin) — extrahiert Luft vor dem Schuss.
Häufige Fehler im Entlüftungsdesign
- Ausschließlich auf Simulation vertrauen ohne Werkzeugversuche.
- Nur an der Trennebene entlüften und interne Zonen ignorieren.
- Abmessungen bei Materialwechsel nicht überprüfen.
- Wartung vernachlässigen.
- Tiefe erhöhen, um Verstopfungen zu vermeiden — dies erzeugt nur Grat.
- Abmessungen nach Wartung nicht mit kalibrierten Messmitteln verifizieren.
Fazit
Formauslüftungen sind ein präzises Ingenieursystem, das sowohl eine rigorose Auslegung als auch eine disziplinierte Wartung erfordert. Die vier Schlüsselparameter — Länge, Breite, Tiefe und Entlastungskanal — müssen je nach Material, Teilegeometrie und Prozessbedingungen dimensioniert werden.
Die goldene Regel lautet: erst entlüften, dann korrigieren. Es ist viel einfacher und kostengünstiger, eine überdimensionierte Entlüftung zu schließen, als eine neue in ein bereits in der Produktion befindliches Werkzeug zu fräsen.
Treten Sie MoldingHub bei
Arbeiten Sie im Werkzeugbau, in der Spritzguss-Prozessoptimierung oder in der Kunststoffmaterialauswahl? MoldingHub ist das globale professionelle Netzwerk für Sie.
Vernetzen Sie sich mit Formenbauern, Prozesstechnikern und Materialspezialisten aus aller Welt. Teilen Sie Ihre Fallstudien, lösen Sie technische Fragen mit der Community und bleiben Sie mit den neuesten Trends der Spritzgussindustrie auf dem Laufenden.